Onto the best bit (for me) – building the loco body (I’ve never built a tender before, but that should be good as well). Actually going on to building the superstructure may be good mainly because I am stressed out about making the wheels go around without binding, so when the chassis is complete I breathe a sigh of relief and relax ….
Early on in the build comes the boiler and smokebox construction. Now the instructions say that both are “pre-rolled”, but only my boiler was treated this way. The smokebox was a pair of flat etches (there is a beautiful thin overlay with all the detail on it). So this is the dilemma: I have never tried to roll a piece of flat metal into a cylinder, so is this the right time to start? Do I risk ruining my lovely MOK kit, or do I beg someone to roll it for me? If so, who? Or do I buy a special rolling tool (about $90 here in Aus., which I may never use again)?
The instructions talk about rolling the (much thinner) overlay using a metal bar and some cloth so press it down onto. So the main structural part of the smokebox should surely be bend-able in the same way ….
So I try rolling the (0.5mm thick) nickel silver sheet with a bar about 25mm diameter, using towelling as a base. The curve of the result was the sort of bend that on trackwork you could easily run an 0-8-0 around without gauge-widening (that has surely to be the ultimate “in-joke”).
However I thought about this for a while and decided that the problem was with the surface that I was rolling the sheet into. So I used instead of cloth a strip of the neoprene wet-suit material that I use to provide a springy surface for my trackwork.
Using this as a base, the next curve in the smokebox was maybe 20cm diameter, and adding layers of the squashy neoprene allowed a tighter radius to be made. I had to use a smaller diameter rod as well (about 15mm) but in the end the 38mm diameter smokebox could be formed. nerve-wracking, but satisfying in the end.
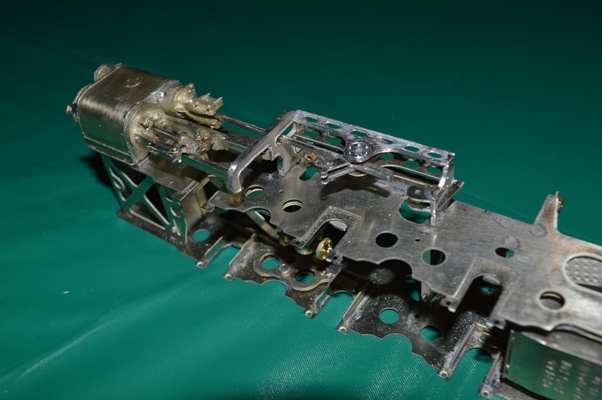
 Having the formers to make the accurate cylinder was useful as well. This picture shows the copper wire (from mains electricity cable) used to squeeze the inner cylinder of nickel-silver down onto the formers. Thicker copper to hold it in place, then thinner copper to squeeze the metal down.
Having the formers to make the accurate cylinder was useful as well. This picture shows the copper wire (from mains electricity cable) used to squeeze the inner cylinder of nickel-silver down onto the formers. Thicker copper to hold it in place, then thinner copper to squeeze the metal down. After that it was easy (relatively) and both the smokebox and the taper-boiler could be made accurately.
After that it was easy (relatively) and both the smokebox and the taper-boiler could be made accurately.You can see in the above picture that I slightly over-did the curve on the detail overlay, but that did not matter in the end.
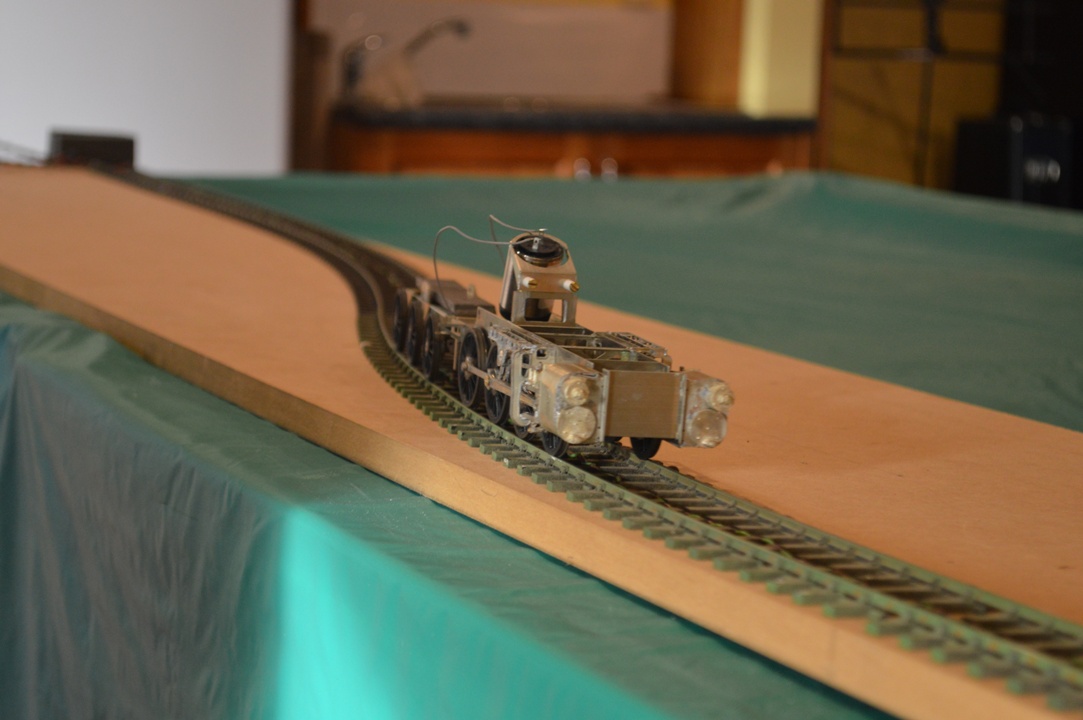
It is now, for the first time, possible to look at a preview of what this kit is going to be like when it is finished. OK, I accept, it takes a deal of imagination still ….
David